粉末冶金压制成型原理工艺流程(粉末冶金成型三大步骤)

作者:翔宇粉末冶金
发布时间:2023-03-10 14:17:28
来源:本站 阅读数量:1010次 点赞数量:756次
粉末冶金压制成型机是用粉末依靠重力填充模具中,通过液压机压力挤压成型,在实际工业应用当中是应用最为广泛的一种,冷封闭钢模压制、冷等静压、热等静压、温压都属于压制成型,可以实现双向加压成型,复杂结构件都可以生产。

粉末压制成形(powderpressing),在压模中利用外加压力的粉末成形方法。又称粉末模压成形。压制成形过程由装粉、压制和脱模组成。粉末压制成形的内容包括粉末压制理论、粉末压坯、粉末压制模具和粉末压制压力机4个方面。
一、成型压机
1、成型压机中模面分两种形式:
a)中模面浮动
b)中模面固定
2、成型压机中模面浮动形式分两种类型:
a)脱模位置固定,成型位置可以调整
b)成型位置固定,脱模位置可以调整
一般,压力吨位较小的采用中模面固定类型,压力吨位较大的采用中模面浮动。
二、成型三步骤
1、充填阶段:从脱模结束后开始至中模面上升到最高点结束,压机运行的角度从270度开始至360度左右结束;
2、加压阶段:是粉末在模腔中受压成型阶段。一般有上模加压和中模面下降(即下压)加压,有时还有最终加压,即在下压结束后上冲再次加压,压机的运行角度从120度左右开始至180度结束;
3、脱模阶段:此过程是产品由模腔被顶出的过程。压机的运行角度由180度开始至270度结束。

三、粉末压坯密度的分布
1、单向压制
压制过程中阴模不动、下模冲(上模 冲)不动,压制压力仅通过上模冲(下模冲)施加到粉末体上。
典型的密度分布不均匀;
中性轴位置:压坯下端;
H、H/D增大,密度差增大;
模具结构简单,生产率高;
适应高度小、壁厚大的压坯。
2、双向压制
压制过程中阴模不动、上、下模冲都对粉末体施加压力。
相当于两个单向压制的叠加;
中性轴不在压坯端部;
同样压制条件下,密度差较单向压制小;
可用与H/D较大压坯的压制。
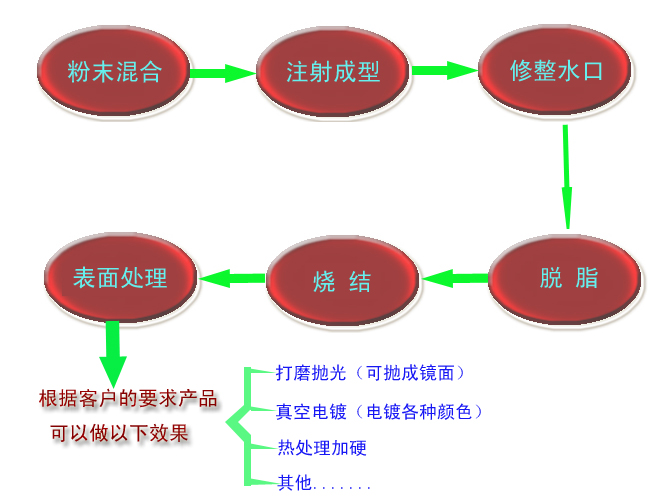
粉末冶金成型是粉末冶金生产中的基本工序之一,目的是将松散的粉末制成具有预定几何形状、尺寸、密度和强度的半成品或成品。粉末冶金成型技术是利用金属粉末以及化合物粉末的混合物为原料,经过成型烧结操作,制取金属氧材料及其复合材料的加工方法。
翔宇公司专业生产高精度、耐磨性强的粉末冶金齿轮和高性能机械结构零件,以及含油轴承等粉末冶金制品。主要材料有铜基、铁基及不锈钢。 产品有齿轮、皮带轮、连杆、拔套等各类机械零件。广泛应用于家用电器、汽车、摩托车、电动工具、办公设备、纺织机械、食品机械、锁业、家具业、玩具业等行业。
质量控制要求严格专门设立理化(计量)室配备全套的检测设备如万能材料试验机、布洛氏硬度计等为确保生产质量的产品奠定坚实基础。并拥有ISO14001:2015、ISO 9001:2015、IATF 16949:2016等体系认证。在坚持“质量、价格、交货期和服务”满足客户的理念指导下,我公司产品已遍布国内主要经济区域并销往海外。
我们将一如既往坚持“精耕细作精益求精”的质量方针以及诚信、务实”的企业精神,真诚为广大客户服务。欢迎各位新老客户与我们联系。
感觉小编写得不错,给小编点个赞吧!
点赞最近更新
-
粉末冶金齿轮用什么焊条?
时间:11-09 阅读:11次

-
粉末冶金可以压铸齿轮么?
时间:11-08 阅读:12次

-
一种粉末冶金轴承叫什么?
时间:11-07 阅读:19次

-
粉末冶金固定轴怎么用视频?
时间:11-06 阅读:23次

-
为什么轴承用粉末冶金?
时间:11-05 阅读:27次

-
粉末冶金轴承怎么安装?
时间:11-04 阅读:26次

-
粉末冶金送丝齿轮怎么用?
时间:11-03 阅读:30次

-
粉末冶金制品怎么清洗?
时间:11-02 阅读:41次

栏目
热门阅读
-

粉末冶金的优缺点分析
时间:05-22 阅读:5215次
-
粉末冶金的优缺点(粉末冶金结实吗)
时间:07-13 阅读:4005次
-

常见的粉末冶金材料有哪些?
时间:04-27 阅读:2822次
-

粉末冶金价格多少钱一吨?粉末冶金贵吗?
时间:03-23 阅读:2323次
-

做齿轮用什么材料好?齿轮的一般材料
时间:03-07 阅读:2271次
-

粉末冶金精度(粉末冶金硬度多少)
时间:08-05 阅读:2254次
-

粉末冶金零件表面处理工艺(粉末冶金制品表面防锈处理方法)
时间:03-04 阅读:2185次
-

粉末冶金专业好不好就业?
时间:06-26 阅读:1938次
-
什么是MIM? 金属粉末注射成型技术
时间:02-15 阅读:1779次
-

粉末冶金工艺及材料知识分享
时间:02-20 阅读:1709次