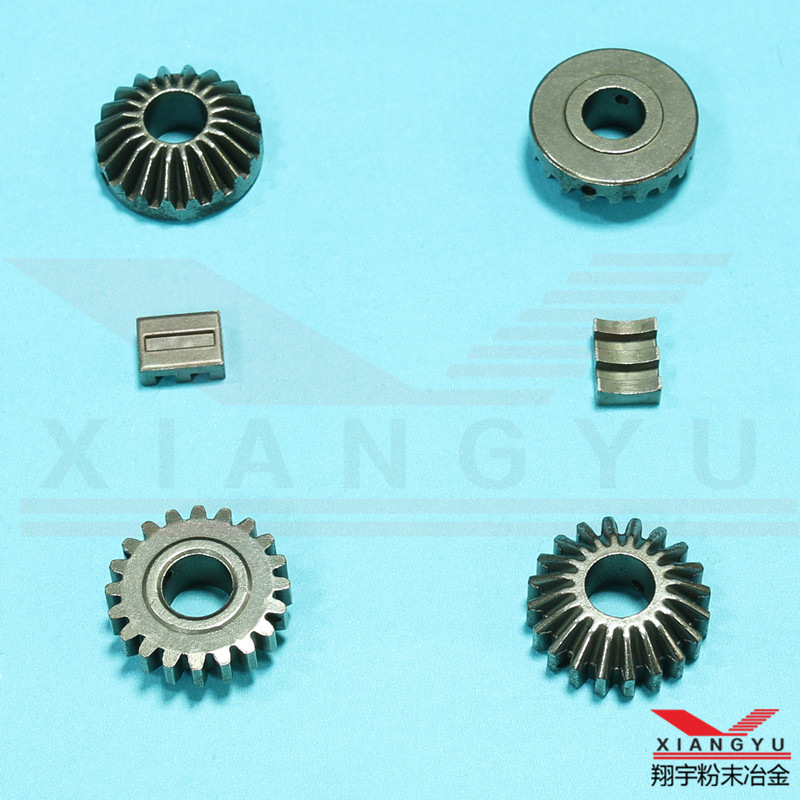
粉末冶金齿轮的寿命是多少年?

作者:翔宇粉末冶金
发布时间:2023-03-15 08:29:07
来源:本站 阅读数量:3007次 点赞数量:1474次
一般齿轮的使用寿命都是在五年之内,但是想要延长也并不是难事儿。粉末冶金齿轮的使用时长和材料、材质、受力均衡、使用环境、保养等等因素都有关系,齿轮要用的更久,只要抓住上面重点,定期保养使得齿轮保持良好性能,可以大大延长使用时间。

一、齿轮寿命公计算式?
N=60nat
N:有限寿命
n:转速r/min
a:一转中齿轮同侧齿面啮合的次数 。
t:总工作时间h
齿轮接触、弯曲疲劳强度的最小安全系数
高可靠度(失效率不大于1/10000) 1.50~1.60 、2.00
较高可靠度(失效率不大于1/1000) 1.25~1.30 、1.60
一般可靠度(失效率不大于1/100) 1.00~1.10 、1.25
低可靠度(失效率不大于1/10) 0.85 、1.00

二、怎么提高粉末冶金齿轮寿命?
1、材质选型必须合理
首先一定要在调质处理上过关。根据齿轮传动时两轮滑动系数的变化规律可知,轮齿齿根的滑动系数大于其齿顶的滑动系数,而小齿轮齿根的滑动系数又大于大齿轮齿根的滑动系数,为了使大、小减速齿轮的齿根磨损接近相等,小齿轮应采用较硬的材料来制造,并在热处理上使其硬度比大齿轮的硬度高数十个HB,小齿轮也可采用高频感应沿齿沟加热和表面淬火,增加其耐磨性。
2、对辊轮结构进行改造
出现辊轮/下沉0现象后,可采用加大辊轮外径的办法保证大、小减速齿轮间的齿顶间隙。由于辊轮、减速大齿轮(传动齿轮)是装在同一行走轴上,与轴均采用键连接,当轴线在一条线上会出现/互相等候共行0的现象,为避免这一现象,可将辊轮与行走轴的联接改为轴承联接,使辊轮、减速大齿轮的运动既同向又互不干涉。改造后,现场使用效果很好,既保证了齿轮间的齿顶间隙,又避免了/爬行0现象,使辊道与基础的振动大大地减轻,使整个传动机构运行平稳,提高了齿轮的使用寿命。
3、合理选择变位系数
原使用的减速小齿轮齿数为16,模数为12,为避免根切现象采用了变位系数为0.42,而大齿轮变位系数为0,可改用大齿轮变位系数为-0.42,使大齿轮的齿顶的降低,而小齿轮的齿顶增高,从而使大、小两齿轮的最大滑动系数接近相等,这样,既改善了大小齿轮的磨损情况,又相对地提高了两轮的承载能力。
感觉小编写得不错,给小编点个赞吧!
点赞最近更新
-
粉末冶金件交期一般多久?采购必须搞清楚的交期真相
时间:06-23 阅读:78次

-
粉末冶金报价受哪些因素影响?看完这篇不再被高价忽悠
时间:06-22 阅读:69次

-
轴承粉末冶金公司怎么选:三个维度快速判断这家供应商靠不靠谱
时间:06-10 阅读:132次
-
粉末冶金齿轮价格差多少?
时间:06-09 阅读:117次

-
通信设备粉末冶金零件选型:为什么精密通信设备也在用粉末冶金?
时间:06-07 阅读:130次
-
粉末冶金小批量试产方案:新项目导入必须做对的三个阶段
时间:06-06 阅读:132次
-
含油轴承真的免维护吗?从含油率到寿命验证一次讲清
时间:06-05 阅读:143次
-
粉末冶金寿命如何验证?采购必须知道的三种测试方法
时间:06-02 阅读:160次

栏目
热门阅读
-

粉末冶金的优缺点分析
时间:05-22 阅读:9398次
-
粉末冶金的优缺点(粉末冶金结实吗)
时间:07-13 阅读:7887次
-

常见的粉末冶金材料有哪些?
时间:04-27 阅读:6741次
-

粉末冶金mim与pm工艺的区别
时间:07-26 阅读:5374次
-

粉末冶金工艺及材料知识分享
时间:02-20 阅读:5284次
-
粉末冶金能做不锈钢件吗?
时间:09-09 阅读:4875次
-

做齿轮用什么材料好?齿轮的一般材料
时间:03-07 阅读:4833次
-

粉末冶金精度(粉末冶金硬度多少)
时间:08-05 阅读:4826次
-
粉末冶金齿轮的材料有几种?不同材料齿轮区别
时间:06-02 阅读:4614次
-

粉末冶金零件表面处理工艺(粉末冶金制品表面防锈处理方法)
时间:03-04 阅读:4377次