粉末冶金vs冲压:两种钣金近邻工艺,选哪个更合适?

作者:翔宇粉末冶金
发布时间:2026-05-15 09:11:04
来源:本站 阅读数量:247次 点赞数量:69次

粉末冶金和冲压,名字听起来有点像,实际上差异巨大
粉末冶金和冲压都是制造业的近净成形工艺,经常被采购拿来对比。但两者的原理、应用场景和成本结构有本质区别。冲压是用冲床和模具对金属板材施加冲击力,使金属塑性变形获得零件;粉末冶金是用金属粉末压制+烧结获得零件。
两者虽然都可能用于制造齿轮、垫片、卡扣等零件,但选错工艺的后果是成本翻倍甚至性能不达标。
粉末冶金 vs 冲压:五个核心维度的对比
① 材料利用率:粉末冶金更优。粉末冶金材料利用率可达95%以上,冲压通常只有50%~70%(大料冲小件时更低)。冲压会产生大量边角废料,材料成本直接高于粉末冶金。
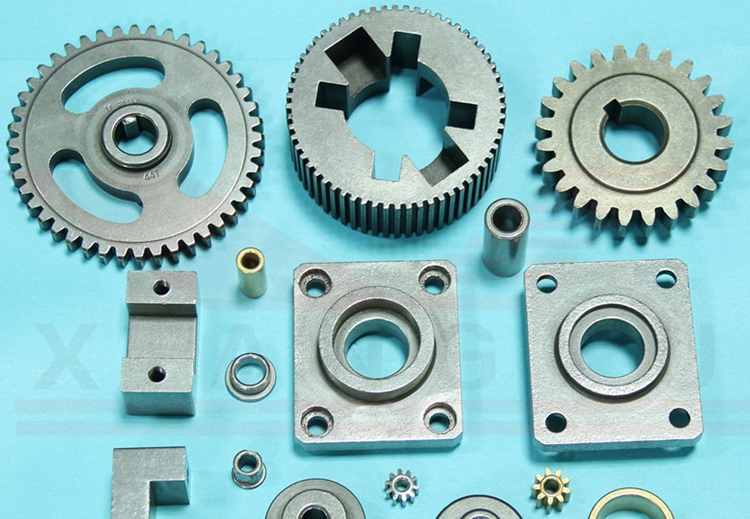
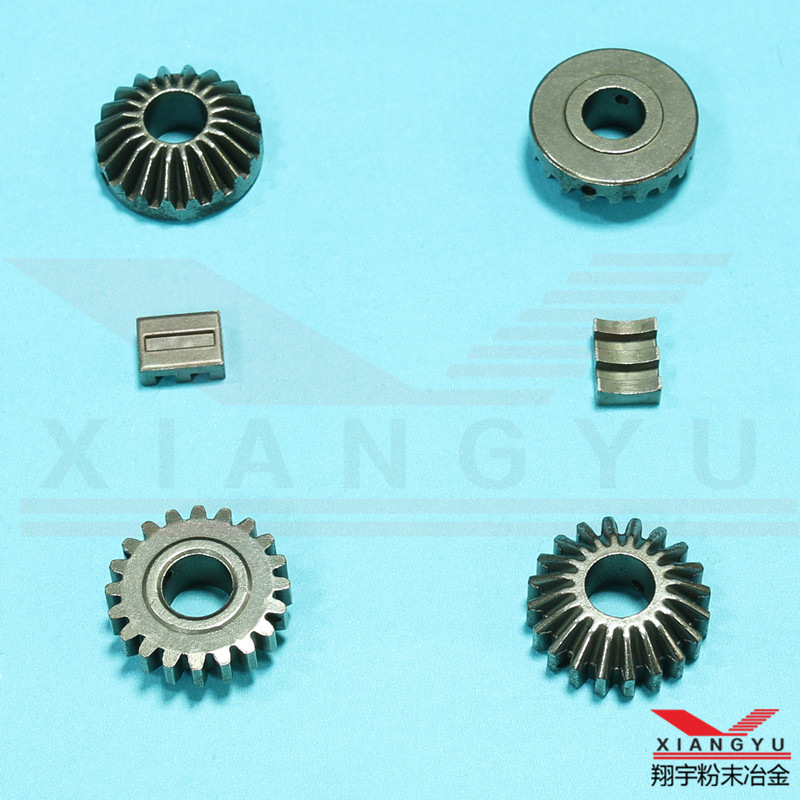
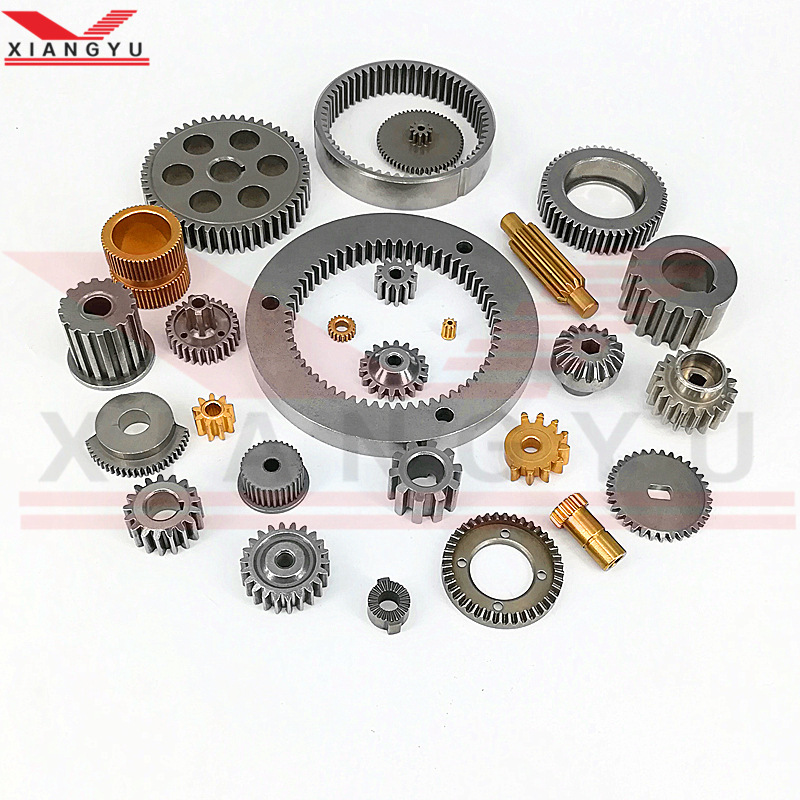
② 零件复杂度:粉末冶金可做更复杂的立体结构。冲压是二维成形工艺,适合制造平面或浅拉伸零件;粉末冶金是三维成形工艺,可以一次成型齿轮、凸轮、法兰等立体结构。冲压件要实现复杂形状往往需要多道工序复合模具,成本急剧上升。
③ 精度范围:粉末冶金更精细,冲压更粗糙。冲压精度通常在±0.05mm~±0.2mm,粉末冶金批量精度在±0.02mm~±0.05mm。精密零件冲压后通常需要精加工。
④ 材料厚度限制:冲压适合薄板,粉末冶金适合中小件。冲压适合0.2mm~6mm厚度的板材;粉末冶金单件重量通常在0.1g~5kg,不适合超大型零件。

⑤ 初期模具费用:冲压模具更便宜。冲压模具结构相对简单,费用通常为粉末冶金模具的30%~50%,但大批量时单件成本优势不如粉末冶金明显。
选型决策:什么情况选粉末冶金,什么情况选冲压?
优先选粉末冶金:立体结构零件(齿轮、凸轮、链轮);中小批量(5000~50万件);材料成本高的零件(不锈钢、特殊合金);需要近净成形减少后加工的零件;产品功能要求自润滑(含油轴承类)。
优先选冲压:平面或浅拉伸零件(垫片、卡扣、支架);超薄板材零件(<2mm);超大批量(>50万件)且材料便宜的零件;需要高强度材料(高强钢)的零件。
中山翔宇粉末冶金——粉末冶金专业定制,帮您选对工艺路线
中山市翔宇粉末冶金制品有限公司,深耕粉末冶金定制27年,工艺工程师可对来图来样零件做工艺路线对比分析,判断是选粉末冶金还是冲压更合适。如有工艺选型疑问,欢迎提供图纸,翔宇粉末冶金免费评估并给出客观工艺建议。
感觉小编写得不错,给小编点个赞吧!
点赞最近更新
-
粉末冶金件交期一般多久?采购必须搞清楚的交期真相
时间:06-23 阅读:62次

-
粉末冶金报价受哪些因素影响?看完这篇不再被高价忽悠
时间:06-22 阅读:60次

-
轴承粉末冶金公司怎么选:三个维度快速判断这家供应商靠不靠谱
时间:06-10 阅读:123次
-
粉末冶金齿轮价格差多少?
时间:06-09 阅读:111次

-
通信设备粉末冶金零件选型:为什么精密通信设备也在用粉末冶金?
时间:06-07 阅读:119次
-
粉末冶金小批量试产方案:新项目导入必须做对的三个阶段
时间:06-06 阅读:123次
-
含油轴承真的免维护吗?从含油率到寿命验证一次讲清
时间:06-05 阅读:135次
-
粉末冶金寿命如何验证?采购必须知道的三种测试方法
时间:06-02 阅读:149次

栏目
热门阅读
-

粉末冶金的优缺点分析
时间:05-22 阅读:9386次
-
粉末冶金的优缺点(粉末冶金结实吗)
时间:07-13 阅读:7874次
-

常见的粉末冶金材料有哪些?
时间:04-27 阅读:6726次
-

粉末冶金mim与pm工艺的区别
时间:07-26 阅读:5351次
-

粉末冶金工艺及材料知识分享
时间:02-20 阅读:5267次
-
粉末冶金能做不锈钢件吗?
时间:09-09 阅读:4861次
-

做齿轮用什么材料好?齿轮的一般材料
时间:03-07 阅读:4830次
-

粉末冶金精度(粉末冶金硬度多少)
时间:08-05 阅读:4819次
-
粉末冶金齿轮的材料有几种?不同材料齿轮区别
时间:06-02 阅读:4598次
-

粉末冶金零件表面处理工艺(粉末冶金制品表面防锈处理方法)
时间:03-04 阅读:4372次