图解常用的7种齿轮加工方法

作者:翔宇粉末冶金制品
发布时间:2020-10-24 17:57:08
来源:本站 阅读数量:5684次 点赞数量:3813次
齿形加工的方法有很多种,一般有粉末冶金法,铣齿,成形磨齿,滚齿,剃齿,插齿,展成法磨齿
1.铣齿
采用盘形模数铣刀或指状铣刀铣齿属于成形法加工,铣刀刀齿截面形状与齿轮齿间形状相对应。此种方法加工效率和加工精度均较低,仅适用于单件小批生产。
2.成形磨齿
也属于成形法加工,因砂轮不易修整,使用较少。
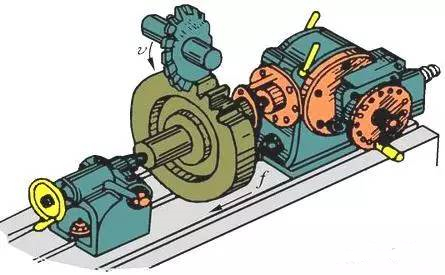
3.滚齿
属于展成法加工,其工作原理相当于一对螺旋齿轮啮合。齿轮滚刀的原型是一个螺旋角很大的螺旋齿轮,因齿数很少(通常齿数z = 1),牙齿很长,绕在轴上形成一个螺旋升角很小的蜗杆,再经过开槽和铲齿,便成为了具有切削刃和后角的滚刀。

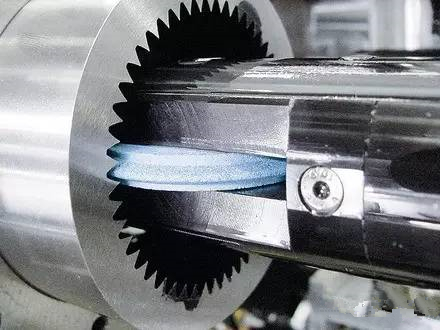
4.剃齿
在大批量生产中剃齿是非淬硬齿面常用的精加工方法。其工作原理是利用剃齿刀与被加工齿轮作自由啮合运动,借助于两者之间的相对滑移,从齿面上剃下很细的切屑,以提高齿面的精度。剃齿还可形成鼓形齿,用以改善齿面接触区位置。
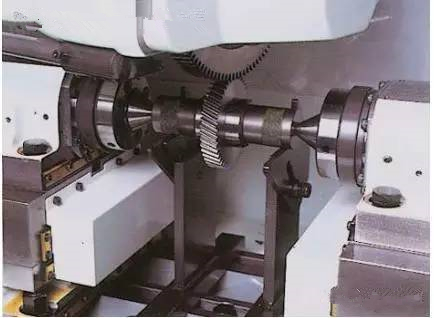
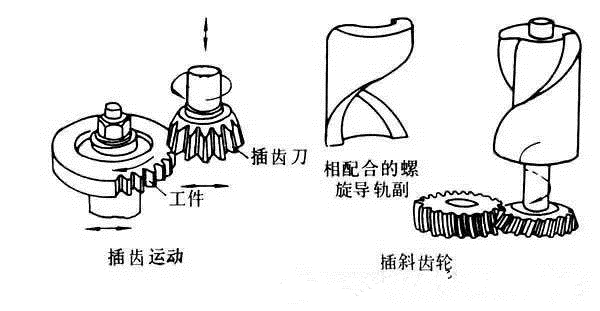
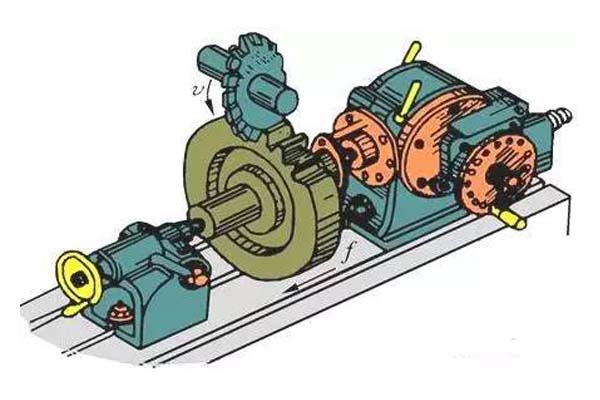
5.插齿
插齿是除滚齿以外常用的一种利用展成法的切齿工艺。插齿时,插齿刀与工件相当于一对圆柱齿轮的啮合。插齿刀的往复运动是插齿的主运动,而插齿刀与工件按一定比例关系所作的圆周运动是插齿的进给运动。

这张图片看的不够直观,下面的原理图大家应该一看便明白了。
6.展成法磨齿
展成法磨齿的切削运动与滚齿相似,是一种齿形精加工方法,特别是对于淬硬齿轮,往往是唯一的精加工方法。展成法磨齿可以采用蜗杆砂轮磨削,也可以采用锥形砂轮或碟形砂轮磨削。

上图依次为a.锥形砂轮磨齿,b.蝶形砂轮磨齿,c.蜗杆砂轮磨齿。
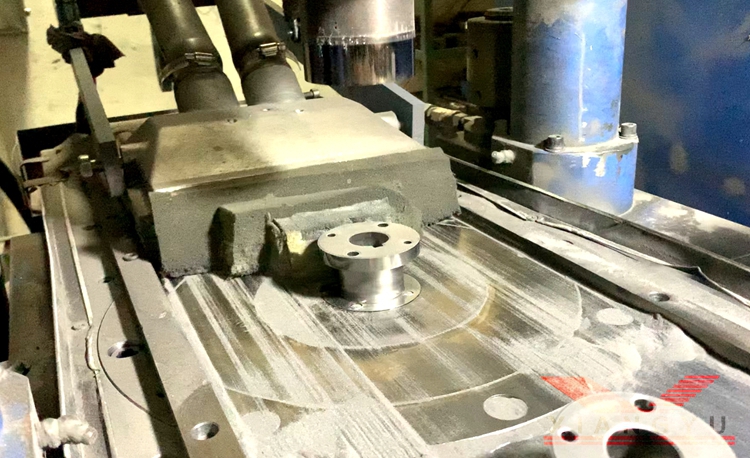
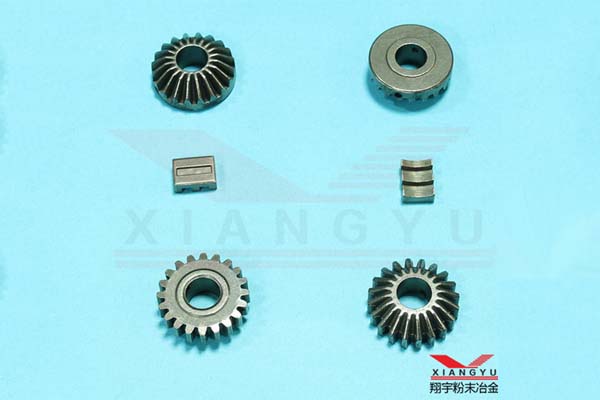
7:粉末冶金齿轮
一种适合批量生产,高精度,低噪音的齿轮加工法,更具有高效率,低成本的特征。其方法是将混合好的金属粉末通过专业的粉末冶金压机 压入预先制作好的模具中,形成粉末冶金毛肧,然后通过高温烧结,不锈钢粉末冶金齿轮是通过真空炉烧结,后浸泡防锈油或者机加工。精度要求高的还可以精整。效率非常高,一台设备一天可达三万件。

感觉小编写得不错,给小编点个赞吧!
点赞最近更新
-
自动化设备粉末冶金小模数齿轮选型:精密传动选对厂家很重要
时间:07-28 阅读:10次

-
广东粉末冶金齿轮工厂分类:综合全链型vs专业齿轮型各有什么特点
时间:06-27 阅读:132次

-
粉末冶金件容易开裂吗?从材料选择到工艺控制全面解析
时间:06-24 阅读:150次
-
粉末冶金降本方案:来图来样加工如何帮企业真正实现成本优化
时间:06-21 阅读:177次
-
轴承粉末冶金厂家怎么选:含油率控制后处理工艺检测能力三个维度评估
时间:06-18 阅读:165次

-
中山粉末冶金厂家怎么选:东凤镇产业带实况与供应商筛选要点
时间:06-13 阅读:159次

-
粉末冶金齿轮精度能做到多少?一文讲清行业真实水平与选型要点
时间:06-12 阅读:179次

-
广东附近粉末冶金公司分布:泛珠三角产业协同与就近采购逻辑
时间:06-04 阅读:210次
栏目
热门阅读
-
粉末冶金产品精度能达到多少?
时间:08-16 阅读:10064次
-
粉末冶金工艺和铸造工艺的区别
时间:11-17 阅读:6656次
-

2024粉末冶金制品工艺流程是怎样的?
时间:12-21 阅读:6166次
-

粉末冶金中的结构件和铸铁件,我们应该怎么去区分?
时间:03-15 阅读:5781次
-
图解常用的7种齿轮加工方法
时间:10-24 阅读:5685次
-

不锈钢粉末冶金加工流程
时间:10-24 阅读:5674次
-

铁基粉末冶金零件加工流程
时间:10-24 阅读:5527次
-

粉末冶金齿轮的制备方法
时间:11-22 阅读:4788次
-

铁基粉末冶金结构件制造工艺
时间:10-24 阅读:4772次
-

翔宇-浅谈粉末冶金模具价格
时间:11-17 阅读:4700次