粉末冶金磨齿时齿根转接处烧伤4个点分析

作者:翔宇粉末冶金制品
发布时间:2021-10-22 17:22:25
来源:本站 阅读数量:1053次 点赞数量:1126次
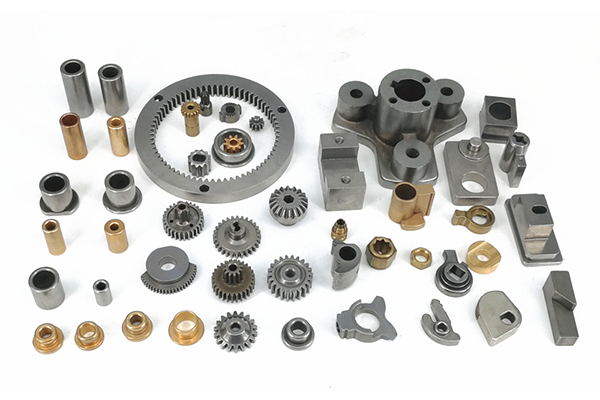
导读:经多次实际加工发现,此种大模数少齿数粉末冶金齿轮磨齿时,烧伤大多发生在齿根转接处,分析其原因,主要有以下几个方面:1、粉末冶金材料本身具有难磨削性,渗氮处理后,其硬度高达65~70HRC,高硬度使得材料磨削困难。2、由于模数大、齿数少以及没有变位,因而齿轮本身就会有严重的根切,在齿根转接处会产生内
经多次实际加工发现,此种大模数少齿数粉末冶金齿轮磨齿时,烧伤大多发生在齿根转接处,分析其原因,主要有以下几个方面:

1、粉末冶金材料本身具有难磨削性,渗氮处理后,其硬度高达65~70HRC,高硬度使得材料磨削困难。
2、由于模数大、齿数少以及没有变位,因而齿轮本身就会有严重的根切,在齿根转接处会产生内凹,这样一来,磨齿时就会在转接处积累大量的磨削热,导致散热性不好。
3、由于在转接处切削液很难进入磨削区域,所以齿根转接处冷却不充分。
4、零件经过渗氮处理后,齿根转接处容易应力集中,导致此类齿轮在磨齿时,齿根转接处烧伤以致产生烧伤裂纹。
感觉小编写得不错,给小编点个赞吧!
点赞最近更新
-
三种粉末冶金齿轮零件成型技术:动磁压制技术、放电等离子烧结技术、爆炸压制技术
时间:12-21 阅读:820次

-
铁基复合材料的粉末冶金制备法
时间:09-09 阅读:2020次

-
粉末冶金技术如何提高铁基材料性能
时间:09-09 阅读:1450次

-
广东粉末冶金制品生产厂家(齿轮、轴承、定制结构件)
时间:09-09 阅读:1135次

-
粉末冶金齿轮成型后表面有毛刺怎么办?
时间:09-09 阅读:1275次

-
铁基粉末冶金产品优缺点及产品介绍
时间:09-09 阅读:1630次

-
影响粉末冶金制品价格评估的因素
时间:04-20 阅读:3290次
-
粉末冶金加工制造流程
时间:03-24 阅读:3183次

栏目
热门阅读
-

粉末冶金精度高吗?精度可以达到多少?
时间:07-04 阅读:9623次
-

粉末冶金强度多少?强度不足原因是什么?
时间:09-23 阅读:7018次
-

粉末冶金与翻砂铸造的优劣对比
时间:08-25 阅读:6460次
-

粉末冶金与压铸的的优劣对比
时间:08-25 阅读:6079次
-
粉末冶金与切削加工的优劣对比
时间:11-16 阅读:5870次
-

粉末冶金究竟是什么?其特点以及工艺流程怎么样?立马为你分享
时间:02-24 阅读:5268次
-

粉末冶金强度怎么?为什么还被广泛应用?
时间:10-29 阅读:5198次
-

粉末冶金工艺优缺点分析,一文读懂
时间:07-08 阅读:5052次
-

干货:粉末冶金制品的13种成型技术
时间:12-16 阅读:3714次
-
粉末冶金与冲裁成型的优劣对比
时间:11-16 阅读:3297次