粉末冶金精密零件后处理工艺:为什么后处理是精密件不可缺少的一步?

作者:翔宇粉末冶金制品
发布时间:2026-05-31 09:11:04
来源:本站 阅读数量:159次 点赞数量:43次
粉末冶金后处理不是"补救",而是精密零件的必要工序

很多采购有一个误解:粉末冶金后处理(如剃齿、磨齿、精车)是因为粉末冶金精度不够,需要"修补"。实际上,后处理是粉末冶金精密零件的标准配置,不是质量缺陷的补救,而是产品设计的一部分。
粉末冶金毛坯+后处理的组合工艺,是实现"粉末冶金成本优势+机加工精度"的最佳路径,两种工艺互补,而不是对立。
粉末冶金精密零件常用的五种后处理工艺
① 剃齿:用剃齿刀在剃齿机上精加工齿面,是粉末冶金齿轮最常用的精加工方式。剃齿可以修正烧结变形,提升齿形精度至国标6~7级,同时改善齿面光洁度,降低噪音。
② 磨齿:用蜗杆砂轮磨齿机精磨齿面,精度可达国标5级以上,是精密齿轮的首选精加工方式,但成本较高。
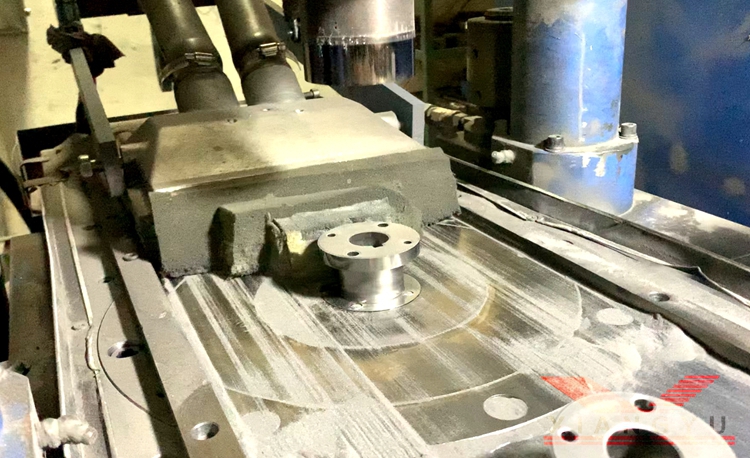
③ 精车/精车削:用于轴套、法兰等回转体零件的后加工,可以修正烧结和热处理的变形,达到精密尺寸要求。
④ 热处理(渗碳淬火/碳氮共渗):提升表面硬度和疲劳强度,是高强度粉末冶金齿轮的必要工序,通常在毛坯阶段完成,有时也在剃齿后进行。
⑤ 表面处理(磷化/蒸镀/浸渍):磷化形成保护膜减少磨损;蒸镀(镀锌、镀镍)提高耐腐蚀性;浸渍(树脂/蜡)封闭孔隙用于气密性要求高的零件。
后处理工艺选择的原则:精度匹配,不多不少
后处理工艺的选择应遵循满足精度要求的最低成本方案:精度要求国标7~8级(家电传动):粉末冶金毛坯+剃齿即可,成本最优。

精度要求国标6~7级(汽车、自动化):粉末冶金毛坯+热处理+剃齿,精度和强度兼顾。
精度要求国标5级以上(精密仪器):粉末冶金毛坯+热处理+磨齿,成本最高但精度最优。
后处理工序越多,零件成本越高、工序越多、累积公差越大。建议在项目设计阶段就确定精度要求,避免后期临时增加后处理工序导致交期延误和成本超支。
中山翔宇粉末冶金——粉末冶金+后处理一站式配套,帮您省去多头协调
中山市翔宇粉末冶金制品有限公司,深耕粉末冶金定制27年,配备精加工设备(剃齿机、数控车床),可提供粉末冶金毛坯+后处理一站式服务,减少客户多头协调的沟通成本。
公司也可配合客户指定的后处理厂家,提供粉末冶金毛坯,配合完成精密零件的整体交付。如有精密粉末冶金零件定制需求,欢迎联系翔宇粉末冶金。
感觉小编写得不错,给小编点个赞吧!
点赞最近更新
-
广东粉末冶金齿轮工厂分类:综合全链型vs专业齿轮型各有什么特点
时间:06-27 阅读:79次

-
粉末冶金件容易开裂吗?从材料选择到工艺控制全面解析
时间:06-24 阅读:93次
-
粉末冶金降本方案:来图来样加工如何帮企业真正实现成本优化
时间:06-21 阅读:117次
-
轴承粉末冶金厂家怎么选:含油率控制后处理工艺检测能力三个维度评估
时间:06-18 阅读:117次

-
中山粉末冶金厂家怎么选:东凤镇产业带实况与供应商筛选要点
时间:06-13 阅读:113次

-
粉末冶金齿轮精度能做到多少?一文讲清行业真实水平与选型要点
时间:06-12 阅读:127次

-
广东附近粉末冶金公司分布:泛珠三角产业协同与就近采购逻辑
时间:06-04 阅读:162次
-
粉末冶金供应商评估清单:采购必看的十个关键指标
时间:06-03 阅读:185次

栏目
热门阅读
-
粉末冶金产品精度能达到多少?
时间:08-16 阅读:9994次
-
粉末冶金工艺和铸造工艺的区别
时间:11-17 阅读:6555次
-

2024粉末冶金制品工艺流程是怎样的?
时间:12-21 阅读:6094次
-

粉末冶金中的结构件和铸铁件,我们应该怎么去区分?
时间:03-15 阅读:5739次
-
图解常用的7种齿轮加工方法
时间:10-24 阅读:5644次
-

不锈钢粉末冶金加工流程
时间:10-24 阅读:5580次
-

铁基粉末冶金零件加工流程
时间:10-24 阅读:5460次
-

粉末冶金齿轮的制备方法
时间:11-22 阅读:4751次
-

铁基粉末冶金结构件制造工艺
时间:10-24 阅读:4736次
-

翔宇-浅谈粉末冶金模具价格
时间:11-17 阅读:4652次