粉末冶金加工过程产生的毛刺原因

作者:翔宇粉末冶金制品
发布时间:2020-05-16 00:00:00
来源:本站 阅读数量:2725次 点赞数量:2777次
粉末冶金加工过程产生的毛次原因:
毛刺的产生与零件的设计和制造方法有很大关系。粉末冶金是以金属粉末(或金属粉末与非金属粉末的混合)作为原料,经过成形和烧结制造金属材料、复合材料及各种类型制品的工艺过程。粉末零件压制模具的设计、安装粉坯成形过程,将直接影响到粉末冶金零件的表面质量。

1、粉末冶金模具结构
粉末冶金模具一般包括4部分,例如用于制作压溃强度试样的成形模具,即由上模冲、下模冲、芯棒、阴模组成。
2、粉末冶金毛刺产生的原因
(1)模具的间隙
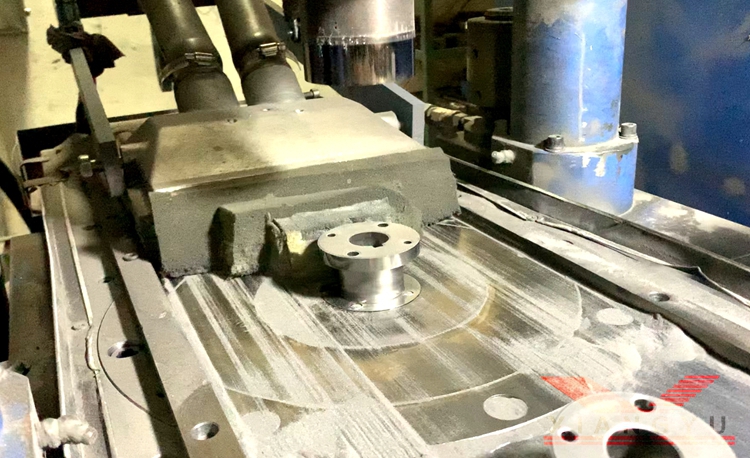
粉末冶金技术是一种金属粉末模压成形技术,模具的阴模与模冲、模冲与芯棒之间的相对滑动必然存在配合间隙,当金属粉末或精整烧结坯件在模具中受到压力而成形时,会产生流动或塑性变形。成型件在模具配合间隙处,产生的填充效应,是造成毛刺的根本原因。当间隙在0.008mm左右时,零件的直线、棱角部分会出现毛刺;当模具间隙达0.002mm时,就易出现锐边毛刺。粉末冶金件的毛刺会随着间隙的变化而变化,而模具的间隙还依赖于加工表面粗糙度的变化,如图2所示,当Ra值从0.2增加到0.8,间隙从0.002mm增加0.008mm。这类毛刺均匀分布在零件周围,零件表面粗糙度好。
(2)模具的精度
粉末压制多采用容量装粉法,模具表面与粉末直接接触,细小的粉末颗粒,易进入模具间隙中,形成多体摩擦。在生产实践中,模冲与阴模、模冲与芯棒之间的间隙是动态变化的,粉末颗粒就会随着模具间隙的变化而变形,从而产生加工硬化,增加了粉末颗粒的硬度和耐磨性。虽然模具具有较高的硬度和耐磨性,但模具间的粉末颗粒在加工硬化以后,当模具间隙进一步缩小时,模具的表面就会留下细微划痕。随着磨损的加剧,模具表面粗糙度降低,增大了粉体与模具的摩擦力,在脱模的时候易出现毛刺,甚至不能成形。另外,模具的精度或制造精度(如圆柱度、垂直度等),也会对产品的质量产生一定影响。毛刺的形态视模具表面质量而定,一般零件的表面粗糙,没有金属光泽。
(3)模具的损坏
粉末冶金零件常常有倒角,为了减少后续机械加工,节约成本,在设计模具的时候就把倒角加在模具上,这样模具上易出现薄边,甚至尖角,在这些地方易损坏。由于模具形状复杂,制造费用较高,所以经常在不影响产品最终质量的前提下(即粉末冶金毛坯的缺陷在以后的工序中可以消除,不影响产品的出厂质量)依然服役,就会出现飞边毛刺,毛刺的形状比较规则,存在于模具缺陷处。
(4)模具安装与使用
模具安装一般由下向上,由里向外安装,依靠模具本身的配合进行定位。由于模具配合间隙的存在,在安装和调试模具的时候,就不能保证配合间隙的均匀分布,间隙大的一侧,易出现毛刺,间隙小的一侧,易产生干摩擦而导致局部粘着磨损;其次,由于安装本身的缺陷,模冲在运行时受力不均匀,在巨大压力的作用下,易产生微小的横向移动,导致间隙向一个方向增大。特别是在成形异形件时,由于模具压力中心跑偏与机床压力中心不重合而失稳,不仅产生较大的毛刺,而且还加速模具的磨损损坏,对设备的精度也会有一定的影响。这些问题会产生局部形状不规则毛刺。
(5)设备的精度
模具的运行精度除了依赖模具本身的设计、制造精度,模具的安装调试外,还与成形设备本身的精度有关。模具按照要求安装在模架上,在运行过程中上下模冲的导向,以及模架本身的导向,决定着模具的运行状态。在成形多台阶的零件,往往需要3~5个模冲,设备的精度显得尤为重要。设备精度不足,导致模具的使用工况恶化,促使了毛刺的产生。另外,如装粉高度超过了设备的行程范围,压制压力过大导致设备吨位不足等,导致设备运行不稳定,也会产生毛刺。这类毛刺多随机分布于零件的表面。
感觉小编写得不错,给小编点个赞吧!
点赞最近更新
-
广东粉末冶金齿轮工厂分类:综合全链型vs专业齿轮型各有什么特点
时间:06-27 阅读:44次

-
粉末冶金件容易开裂吗?从材料选择到工艺控制全面解析
时间:06-24 阅读:63次
-
粉末冶金降本方案:来图来样加工如何帮企业真正实现成本优化
时间:06-21 阅读:78次
-
轴承粉末冶金厂家怎么选:含油率控制后处理工艺检测能力三个维度评估
时间:06-18 阅读:90次

-
中山粉末冶金厂家怎么选:东凤镇产业带实况与供应商筛选要点
时间:06-13 阅读:90次

-
粉末冶金齿轮精度能做到多少?一文讲清行业真实水平与选型要点
时间:06-12 阅读:98次

-
广东附近粉末冶金公司分布:泛珠三角产业协同与就近采购逻辑
时间:06-04 阅读:137次
-
粉末冶金供应商评估清单:采购必看的十个关键指标
时间:06-03 阅读:164次

栏目
热门阅读
-
粉末冶金产品精度能达到多少?
时间:08-16 阅读:9941次
-
粉末冶金工艺和铸造工艺的区别
时间:11-17 阅读:6493次
-

2024粉末冶金制品工艺流程是怎样的?
时间:12-21 阅读:6079次
-

粉末冶金中的结构件和铸铁件,我们应该怎么去区分?
时间:03-15 阅读:5717次
-
图解常用的7种齿轮加工方法
时间:10-24 阅读:5625次
-

不锈钢粉末冶金加工流程
时间:10-24 阅读:5532次
-

铁基粉末冶金零件加工流程
时间:10-24 阅读:5409次
-

粉末冶金齿轮的制备方法
时间:11-22 阅读:4734次
-

铁基粉末冶金结构件制造工艺
时间:10-24 阅读:4713次
-

翔宇-浅谈粉末冶金模具价格
时间:11-17 阅读:4630次